Tool welding is one of the most efficient techniques that is employed for fastening materials such as metals or thermoplastics. While it’s efficient, it’s not an easy technique and requires expertise.
Tool welding is also one of the most efficient ways to repair a mold quickly. There are a variety of mold welding processes and each process has its pros and cons. In this article, we discuss tool welding in detail and the various tool welding techniques.
Tool welding enables manufacturers to not only join materials together but to also make revisions on a new tool or repair an existing tool. Through tool welding, manufacturers can recreate crucial details of the mold design such as fixing a damaged shutoff or rebuilding an area that wasn’t built correctly due to a machining mistake.
The welding technique involves heating to melt the pieces together and allowing them to cool leading to fusion. The final appearance of the weld is dependent upon various factors that range from the welding type and tool to the material and the machine type.
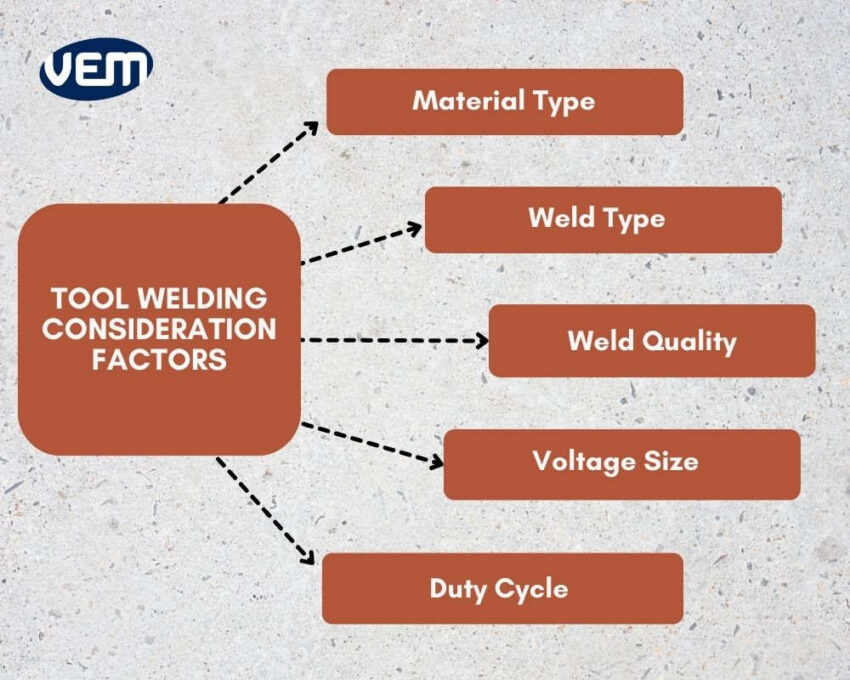
It is crucial to consider the material type and note that certain materials are more apt for a particular process. The material type must correlate with the nature and the thickness of the welding process. For instance, the MIG welding process uses a wire feeder and a long cable which doesn’t work well for welding Aluminum. A Tig welding process on the other hand is much more suitable for Aluminium and a GTAW process is more suitable for stainless steel or copper.
The next consideration factor should be the type of weld that needs to be created and its quality. There are various types of welds that can be created through different processes.
The quality of the weld depends upon various factors such as the extent of the repair and machine quality. For instance: Simple edge and shut off problems can be repaired efficiently with pulsed arc welders and laser welders but if the mold repair is extremely challenging such as large buildups, ribs, and cracks, then further expertise is required.
The weld quality is also determined by the welding process. You should note that some welding processes can produce higher-quality welds than other welding processes. It is thus crucial to consider this aspect when choosing a welding process. For instance: GMAW welding creates a very large arc, thus making it possible to weld both thin and thick materials.
H13 tool steel has a high level of hardness but its toughness isn’t ideal. During quenching, the internal stresses can lead to the cracking of the mold if the mold isn’t released in time. This can be avoided by tempering the H13 steel 2–3 times at a high temperature.
Duty Cycle is the time length that a machine can safely weld within a certain time-frame. The materials that are used for welding have different duty cycles, which is largely dependent upon the tool size.
One of the most important procedures prior to some tool welding techniques i.e. TIG/micro-TIG welding is pre-heating. Tool steels are typically pre-heated prior to welding to minimize cracking. In the case of welding, pre-heating prevents the martensitic transformation which is a thermal process that increases the steel’s hardness around the weld area.
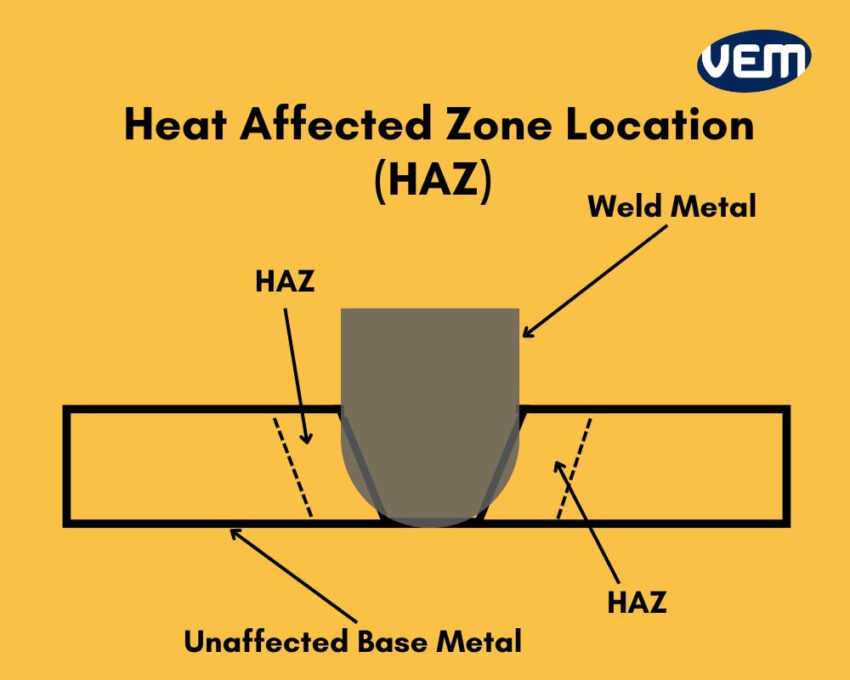
Pre-heating reduces the weld contraction during the welding process. This further, helps to minimize “sink’ that occurs due to steel contraction after cooling in the weld zone. It occurs in the heat affected zone, abbreviated for HAZ and is a ring-like shape.
A filler material often referred to as filler rods are employed in the tool welding process used to fill gaps between two parts. The purpose of a filler material is to improve the strength and integrity of the weld by creating a strong bond.
The choice of which filler material should be employed is largely dependent upon the preference of the customer and the manufacturer. A softer filler rod is easy to machine and is thus typically used to repair molds whereas harder rods are employed for revising new molds.
Post-heating treatment helps to relieve stress, especially in the case of tools with textured surfaces. In most cases, pre-heating and post-heating treatments causes the steel to change color. Though an exact color change at an exact temperature is dependent upon the steel type, the following diagram indicates colors in the weld based area upon the amount of oxidation:
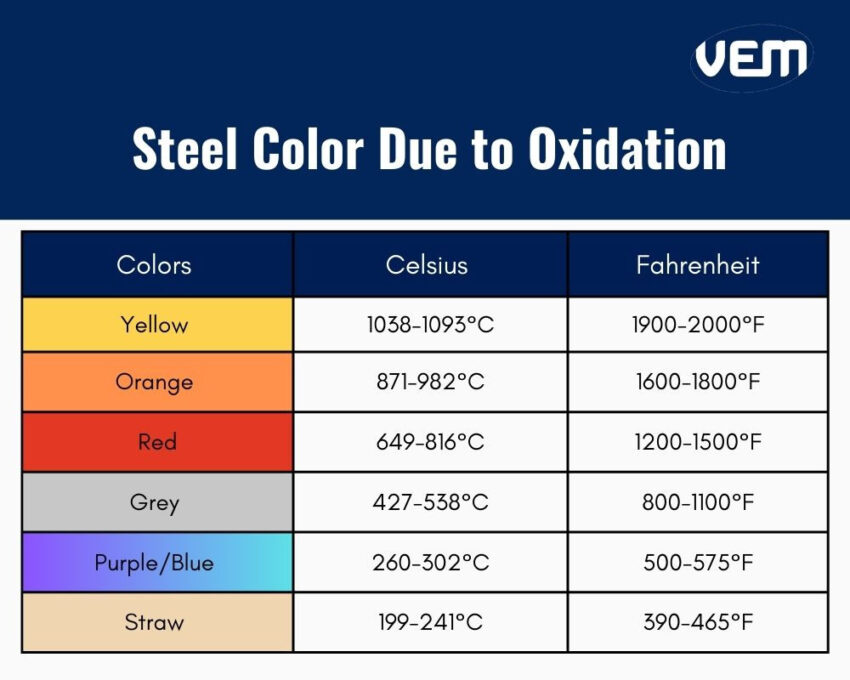
Please note that the colors in the above diagram are of a predictable pattern. They are indicative of the following:
An undercut occurs when the weld on an edge isn’t aligned to the existing material after machining. You should note that some steels may have more of an undercutting problem than others.
Porosity arises to an extent in all welding processes and to various degrees. Porosity occurs when the filler and base material do not mix correctly. This can occur due to a variety of reasons such as contamination, air pockets, or fast welding.
Sink arises when the steel contracts after cooling from welding. It further shrinks below the original level of the base steel and it occurs in the heat affected zone, abbreviated for HAZ of the weld. You should note that welding deep areas produces more sink as that creates a greater contraction of the weld upon cooling.
Sink can be avoided by using enough amperage so that a proper melt is achieved. You should also note to correctly preheat and post-heat the tool.
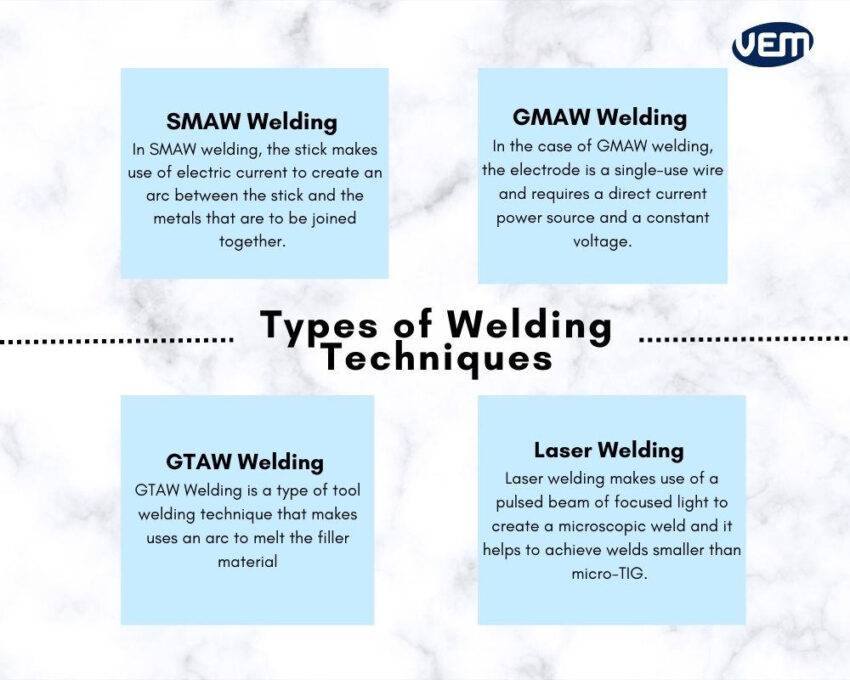
Shielded metal arc welding, abbreviated for SMAW, is a type of welding technique in which a manual process of stick welding is employed. In SMAW welding, the stick makes use of electric current to create an arc between the stick and the metals that are to be joined together.
SMAW welding is an extremely popular tool welding technique as it’s easy to use. In addition, it’s a flexible tool welding technique that has lower filler requirements and produces stronger welds with minimal to fewer defects.
SMAW is popularly employed for repairing, modifying and manufacturing unique metal parts. In addition, it’s also largely incorporated for building tools that require strength and accuracy, such as medical implants.
SMAW welding is typically employed for joining various materials such as carbon, alloyed and stainless steel. It is also applied for cast and ductile iron. You should note that SMAW welding can also be used for non-ferrous metal applications such as Nickel and Copper.
SMAW welding has a low distortion rate thus, it can be used for objects that have sharp angles or have curved surfaces. You should note that when compared to other welding techniques, it has a lower heat tolerance and thus, it does not demonstrate the same durability as other welding techniques demonstrate.
Gas metal arc welding, abbreviated for GMAW or Metal insert gas, abbreviated for MIG is a type of tool welding technique that employs a shielding gas along the electrode wire, which further heats the metals that need to be joined together. In the case of GMAW welding, the electrode is a single-use wire. GMAW welding technique requires a direct current power source and a constant voltage. You should note that GMAW welding requires a reduced heat input than SMAW welding which is why it can produce a much smoother weld bead.
MIG welding or GMAW welding process makes use of the following methods for metal transfer
Globular transfer process is typically applied for welding thick metal plates in horizontal placements. The weld bead created through this transfer process is more rough due to splattering tendency and the metal droplet size.
In this transfer process, the welding wire contacts the base metal quickly and repetitively. This transfer process can be employed in any welding position as it produces very little splattering.
Spray transfer process produces very little splatter. In this process, tiny droplets of molten metal are transferred steadily such that it maintains a continuous contact arc weld.
Pulsed spray makes use of a high-low current pulse to allow for micro-cooling stages. Thus, this particular transfer process can be applied to a wide array of metal thicknesses and welding positions.
Gas tungsten arc welding, abbreviated for GTAW or Tungsten inert gas, abbreviated for TIG is a type of tool welding technique that uses an arc to melt the filler material. This type of a tool welding technique comprises a torch that includes a tungsten electrode which produces an arc. This tool welding process also requires a pedal to control the power and the gas-shielded electrode ensures that there are no open flames when it comes in contact with the weld pool. The shielding gas is typically Argon or Helium and is used to protect the weld puddle from Oxygen contamination.
This technique can be incorporated for various materials such as Aluminum, Stainless steel, Copper and even thinner materials such as sheet metal or ductile iron. Just like GMAW welding, GTAW welding also requires a reduced heat input which helps to produce a smoother weld bead than SMAW welding.
TIG welding is one of the early and primary ways to repair molds. It is often employed when it is impractical to incorporate a laser welder or a micro-TIG machine.
TIG welding creates strong welds that do not lose their integrity due to temperature changes. Since the arc is particularly concentrated at the joint line, the occurrence of overspray or blowholes are massively reduced. GTAW welding technique generates a gradual rise in temperature and is thus, popularly employed for thick welding materials.
Micro-TIG welding is similar to TIG welding. In the case of micro-TIG welding, the process incorporates smaller electrodes, lower amperages, and smaller filler rods. It’s a highly specialized tool welding technique that is used to create smaller welds under a microscope.
Laser welding makes use of a pulsed beam of focused light to create a microscopic weld. Laser welding helps to achieve welds smaller than micro-TIG. Laser welders can be employed for small and large molds as they are available in various sizes and power outputs.
In the case of laser welding, no pre-heat or post-heat treatment is required. The laser beam is fixed under a microscope in one position and is adjusted to the laser beam by a moveable arm that is machine calibrated.
Laser welding reduces heat and distortion drastically. In addition, it is one of the easiest and reproducible welding processes. It pulses perfectly every time as per the adjustments.
VEM Tooling has a vast experience of over 20 years in mold building and manufacturing high quality plastic parts. Our team of experts can guide you to select the correct welding technique for your manufacturing solution.