Injection molding is a versatile manufacturing technology that enables companies to mass-manufacture high quality plastic parts. It’s highly repeatable and cost-effective. If a particular project requires thin walled plastic parts, then manufacturers typically opt for thin wall injection molding.
Thin wall injection molding is an advanced, subset technique of plastic injection molding. It specifically manufactures plastic parts with thin wall thicknesses. You should note that the market demand for thin wall molded parts has significantly increased over the years and today, industries have embraced this technology due to its improved sustainability and cost-effectiveness.
Thin-wall injection molding has gained popularity amongst the manufacturers due to its ability to produce high precision parts that have intricate designs with faster cycle times.
It is an advantageous technique in terms of producing lighter parts, reducing costs and increasing production efficiency. However; it also presents various challenges as the process is complicated. In this article, we discuss the fundamentals of thin-wall injection molding, its applications and how it can be used to manufacture high-quality plastic parts.
Thin wall injection molding is a technique that is employed to manufacture thin plastic parts. Typically, when the wall thickness is less than 1mm / 0.04 inches, it is considered as a thin wall. If the part size is large, then the wall thickness may be between 2mm /0.07 inches to 4mm / 0.15 inches.
This technique is applied in the manufacturing of small, complex parts that require a high precision and it has distinct requirements in terms of part design and geometry, mold building and machine selection.
Thin wall injection molding varies extensively depending upon the application, it’s use case and the industry. It however; refers to the manufacturing of plastic parts that have a wall thickness that is significantly thinner than the parts manufactured via traditional injection molding.
Thin wall injection molding is a specialized type of injection molding process that enables industries to manufacture thinner and lighter plastic parts while maintaining the structural integrity. If companies opt for thin wall injection molding over traditional injection molding, they can save upon material, costs and and reduce carbon footprint.
Thin-wall injection molding may be the right solution for you if you want to reduce the overall part-per-cost, raw material cost, achieve part weight reduction and decrease environmental impact.
Thin wall injection molding technique is employed in various industries due to its ability to manufacture lightweight parts and complex designs with high-precision. Let’s understand some of the industries, where thin-wall injection molding is popularly employed:
Thin-wall injection molding is extensively applied in the medical device industry as it helps manufacturers to develop complex designs with tight tolerances. It also enhances productivity by manufacturing high volume production runs which in turn leads to faster cycle times.
Some examples of medical devices that incorporate thin wall injection molding are listed below:

Thin wall molding technique enables manufacturers to achieve extremely thin wall thicknesses that are as low as one-tenth of an inch, thus, making it an ideal solution for manufacturing intricate medical device designs.
The next industry, where thin-wall injection molding is commonly applied is in the food packaging industry.
Packaging containers need to be durable and they require a high precision level. This can be achieved via thin-wall injection molding. In addition, this technique also helps to reduce material usage and environmental impact. The companies in the food packaging industry particularly benefit from the lightweight and compact features of thin wall molded plastic containers, thereby saving space and facilitating efficiency in the storage department.

Since this technique enables manufacturers to create intricate designs and lightweight parts, it is commonly applied to manufacture consumer electronics such as phone cases, digital cameras and laptop shells.
Thin wall molding technique is commonly applied to manufacture thin walled parts in the automotive industry. For instance: air intake manifolds and engine covers.
To ensure the optimal performance from thin wall injection molding process, regular preventative measures need to be taken. Let’s understand some maintenance tips for thin wall injection molding:
It is recommended that the molds are regularly inspected and cleaned. Regular mold maintenance ensures that the molds are in great condition and it also helps to prevent uneven cooling and injection molding defects.
Thin wall injection molding is a specialized subset of injection molding techniques and requires specific, high-quality injection molding machines and molds. It is thus crucial to invest in quality equipment and regularly maintain the same.
The next maintenance tip is to monitor process parameters. It is recommended to regularly monitor process parameters such as pressure and temperature. The operator must ensure that these parameters are within the recommended range.
You should note that adjustments in the various process parameters may be required and this is largely dependent upon the design of the part and the resin being used.
Thin wall injection molding helps to create light-weight parts as it significantly reduces the weight of the part. The reduction in the weight is due to the thin walls.
Thin-wall injection molding enables manufacturers to create intricate and complex designs that would be otherwise impossible to create through traditional injection molding techniques. It thus provides greater design flexibility. In addition, this technique enables manufacturers to create thin-walled parts with greater precision!
Thin wall injection molding technique is quite effective in reducing fuel usage. Since the parts are lightweight, the fuel emissions drastically reduce.
Thin wall injection molding technique helps manufacturers to achieve faster cycle times, thereby, increasing the productivity.
Cycle times through this technique are faster as there is less material to cool, thus, the delivery lead times are shorter. This is especially advantageous when the production schedules are tight.
Thin wall molding facilitates efficient production through material optimization thus, saving costs in material usage. In addition, the fast cycle times enable manufacturers to achieve a high-speed production, which further makes it possible for the manufacturers to produce large quantities quickly, thereby reducing costs.
Thin wall molded designs enable efficient heat transfer during the cooling phase. This further, helps to reduce cycle times and ensures consistent part quality.
The material usage in thin wall molding is comparatively lower! It thus contributes to a sustainable manufacturing process thereby reducing the environmental impact.
When the products are thin wall molded, their volume and weight decreases as well. They thus occupy less space and this is particularly advantageous in logistics.
Thin wall injection molding requires machines that can generate high injection speeds and pressures and it is also required that they demonstrate repeatability and reliability for the long term. In addition, the injection molds must be strong to withstand high cavity pressures, and clamp tonnages. Those machines can be more expensive than regular machines.
Also the molds that are used in those machines, require a higher capital investment.
The technique of thin-wall molding requires high injection speed and pressure, which causes excessive wear and tear of the mold gate. This rapidly increases the time taken for maintenance and repairs.
Thin-wall injection molding can create texture inconsistencies such as visible flow marks or weld lines. To an extent, the texture inconsistencies can be overcome by incorporating specialized mold coatings. Such coatings help to improve upon the mold release. You can also try decreasing the coolant temperature to reduce the risk of texture inconsistencies.
Thin walled parts are often prone to the formation of weak knit lines which are formed when two or more flows of resin meet to solidify which further decreases the strength and durability of the part. Such issues affect the aesthetic appearance and functionality of the part. This challenge can be overcome by incorporating cross-support ribs to strengthen the part thereby preventing weak knit lines from forming. You can also try to reduce the injection speed to reduce the rise of weak knit lines.
There is a steep learning curve as thin wall injection molding technique requires the incorporation of new technology machines. These machines have various control functions and the process parameters play an important role in producing high-quality parts.
You should note that parts with a thicker wall section have a more flexible operating window than thin walled parts. In certain cases, the injection time is as low as 0.1 seconds and any delineation can cause flashing or short shots. Thus, it is imperative to learn about the employed machine and its functions.
The next challenge is mold maintenance which needs to occur regularly. You should note that molds for thin wall parts are built with very tight tolerances. If there is any residue build up across the venting surfaces, it can result in severe quality issues thus, molds need to be maintained regularly.
Thin wall molding technique enhances the minutest operational issues. If it’s a small fault in a mold, machine or a process parameter, it may be more pronounced in a thin wall injection molding technique versus traditional injection molding technique. Thus, it is necessary for operators to learn how to troubleshoot effectively.
There are several factors that can affect the success of thin-wall injection molding. Let’s understand some of the key factors that must be considered to achieve the same in this process:
You must ensure that the wall thickness is uniform throughout the design. If there are variations in wall thickness, it can lead to various types of defects and compromise the part quality. Thus, the mold needs to be designed carefully!
In order to achieve the required precision level and uniformity, a high injection pressure and speed is required in thin wall injection molding.
You should note that the molten resin needs to flow quickly through the thin walls of the mold, thereby filling the mold cavity evenly while avoiding formation of voids.
The resin you select for thin wall injection molding must be able to flow easily through the machines and molds thus, it is critical to select the right resin for thin wall injection molding. In order to select the right resins, you should consider various factors such as the flow rate of the melt, its viscosity, and shrinkage factor. In addition, you should select a resin that is not only apt for the part’s functionality but also won’t cause wear and tear of the mold at high injection speeds.
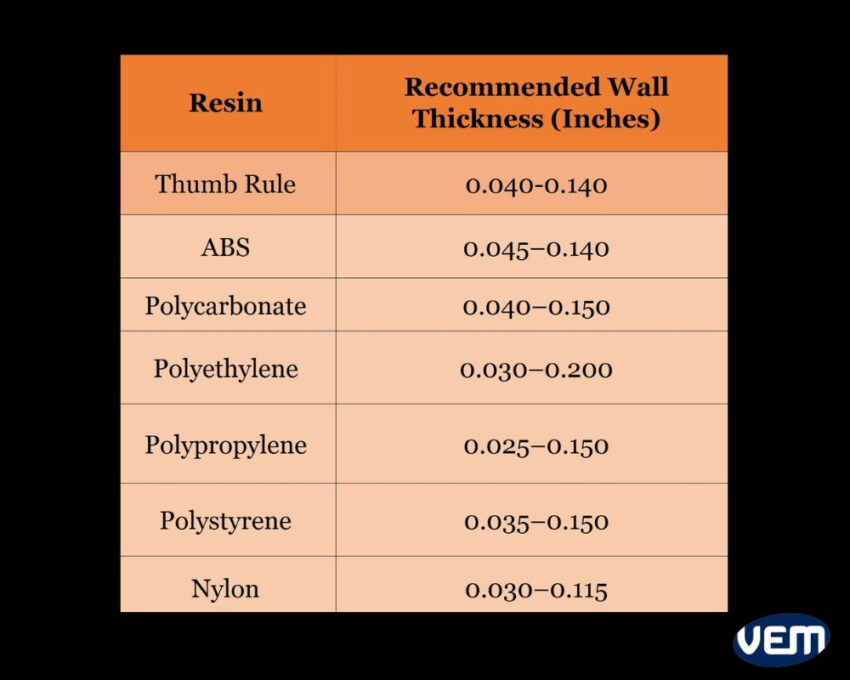
Some resins such as high-density polyethylene (HDPE), low-density polyethylene (LDPE), nylon, and polypropylene flow more easily through the thin sections of the mold than some resins such as polycarbonate that pose difficult in filling thin walled geometries. The following image illustrates the recommended wall thickness for some of the most popular injection molding materials.
The next factor that must be considered is the mold material. Typically, P20 steel is employed in various injection molding applications, but it is not always able to handle high pressures and speed of thin wall injection molding. Instead, a stronger steel material such as 718, H-13, or D-2 must be considered. You should note that when a tool steel is made of a stronger material, it may cost more than one made of P20 steel. You can read more about mold steel here.
The next factor that influences the thin wall injection molding is the mold design. You should ensure that the mold design includes correctly placed features i.e. proper venting, cooling channels, and gate placement. It is thus imperative to collaborate with an experienced mold designer to ensure that all the parameters are apt for thin wall molding.
The temperature control in the mold plays an important role in thin wall injection molding. You should note that an evenly heated mold facilitates a smooth plastic flow. Thus, it is critical to maintain a steady mold temperature.
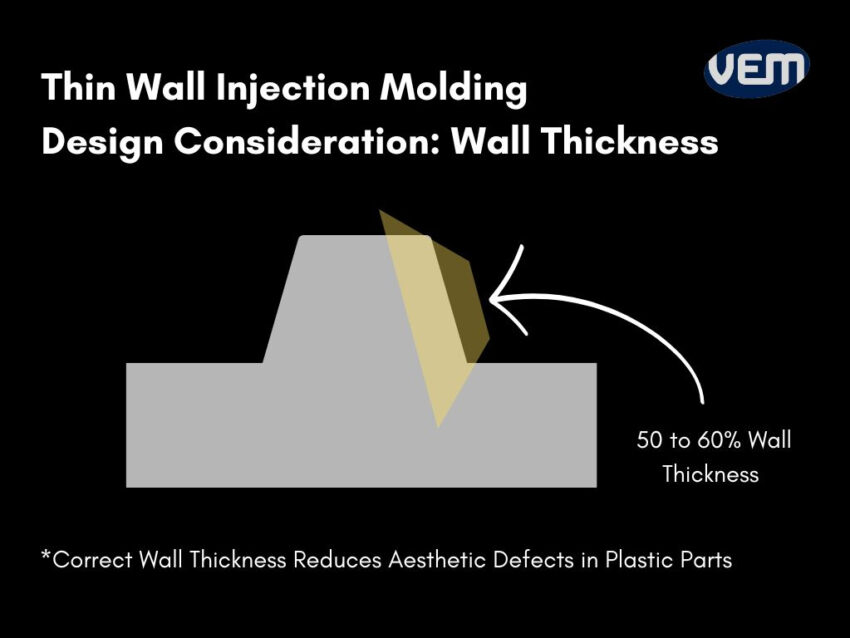
The next factor that must be considered in thin wall injection molding are correct rib designs. Ribs are incorporated in the design to strengthen or stiffen a part.
When the ribs are incorrectly designed, they can cause various types of defects such as warping, sink marks, and voids. It is generally recommended that the ribs are at least 60% or less of wall thickness to avoid these issues. You should also note that if the wall thickness is less than 1 mm, then the ribs can be as thick as your wall.
Consider avoiding sharp corners in the mold. Sharp corners often cause the part to stick to the mold during ejection which can create voids. It is recommended to incorporate rounded corners to ensure a smooth material flow.
Effective cooling channels expedite the cooling process which is required to maintain the integrity of the part and dimensional stability. It is necessary to ensure that cooling channels are integrated correctly into the mold.
Thin wall injection molding requires greater injection pressure and speed than conventional injection molding. It also requires gates that are larger than the part’s walls and this helps to reduce the gate wear. You can reduce gate marks by implementing edge gates or hot runner systems.
Thin wall injection molding is a specialized technique and there are often challenges during the manufacturing process. Let’s understand some of the most common defects and how to troubleshoot and address the potential issues:
If the filling is incomplete due to short shots, then the operator needs to ensure that the gate size and location is correct. In addition, an adequate injection pressure and speed needs to be applied to ensure complete filling of the thin mold cavities.
The next injection molding defect that is commonly observed with thin wall molding is plastic warpage. To troubleshoot warping and distortion, the operator can optimize mold cooling by adjusting the cooling time and positioning the cooling channels correctly. This helps to maintain a uniform cooling and minimize differential shrinkage.
If the wall thickness isn’t constant or there are sudden changes in wall thickness, sink marks are formed on the part’s surface. In such a case, you should consider modifying the part design such that the wall thickness is uniform.
You can also consider incorporating ribs or gussets. These help to additionally improve the part strength.
Flash is a type of injection molding defect in which excess plastic stays upon the parting line of the part’s surface. In such a case, it is recommended to check for and adjust the misalignment of mold. In addition, you must check for the clamping force to prevent the leakage of the resin.
To achieve the required dimensional accuracy, design experts and engineers must ensure that the appropriate tolerances are set. It is also recommended to validate the part dimensions through prototyping and testing. These steps can help to achieve and ensure dimensional accuracy.
If the part sticks to the mold, you should consider incorporating correct mold release agents. In addition, you must ensure that the draft angles and ejection pins are aptly incorporated in the design to facilitate easy part ejection.
Thin wall injection molding is a specialized segment of injection molding techniques and achieving success in this process requires attention to detail and expertise.
VEM Tooling has over 20 years of experience in manufacturing high-quality plastic parts. We can help you with various injection molding processes and their solutions including thin wall injection molding. Contact us if you have any queries for your next injection molding project.