Low pressure injection molding is a unique manufacturing process that enables the efficient production of complex and delicate parts. It’s primarily employed to manufacture parts that cannot tolerate high injection pressures or temperatures.
Low pressure injection molding is a specialized technique of traditional injection molding procedures that employ low pressures to inject material into the mold. It’s an advantageous approach that helps manufacturers create complex geometries, and thin-walled parts and achieve excellent sealing and adhesion properties. In this article, we discuss low pressure molding technique, its various benefits, and challenges in detail.
Low pressure molding operates at lower temperatures and pressures when compared to traditional injection molding techniques. It is best suited for low to medium-production volume runs, making it an economical and cost-effective manufacturing option for encapsulating specialized components and customized parts.
Low pressure molding demonstrates great adhesion properties between the molded material and encapsulated components. In addition, it also enables delicate overmolding of fragile electronic components without damage.
Low Pressure Molding System involves placing sensitive and electronic parts into a precision mold. In this process, the melted plastic material is slowly injected into a mold using low pressure. The low pressure allows the molten material to flow gently into the mold cavity. This gentle flow does not create an excessive force that could otherwise damage the mold or the part.
Low pressure molding involves the following stages:
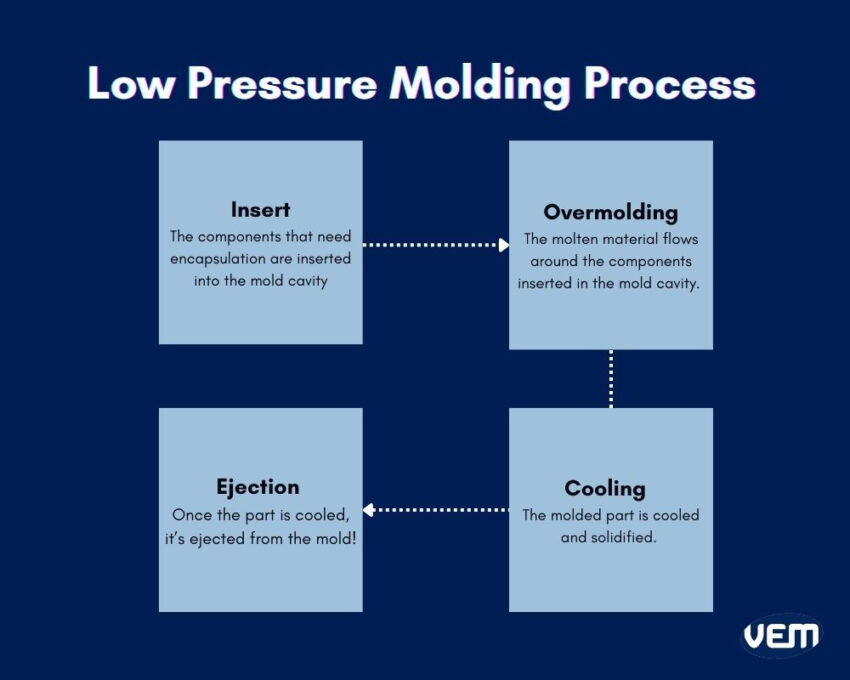
In this stage, the electronic components or parts that need encapsulation are inserted into the mold cavity. The typical loading time at this stage is 5-10 seconds.
In this stage, the low pressure molding machine injects the molten material into the mold at low pressure. The molten material flows around to encapsulate the components inserted into the mold cavity in the earlier stage. The pressure is typically 1.5-40 bar / 21.8 to 580 psi and the cycle time is approximately 15-60 seconds.
In this stage, the molded part is cooled and solidified. Once the part is cooled, it’s ejected from the mold. The finished part is immediately tested after molding.
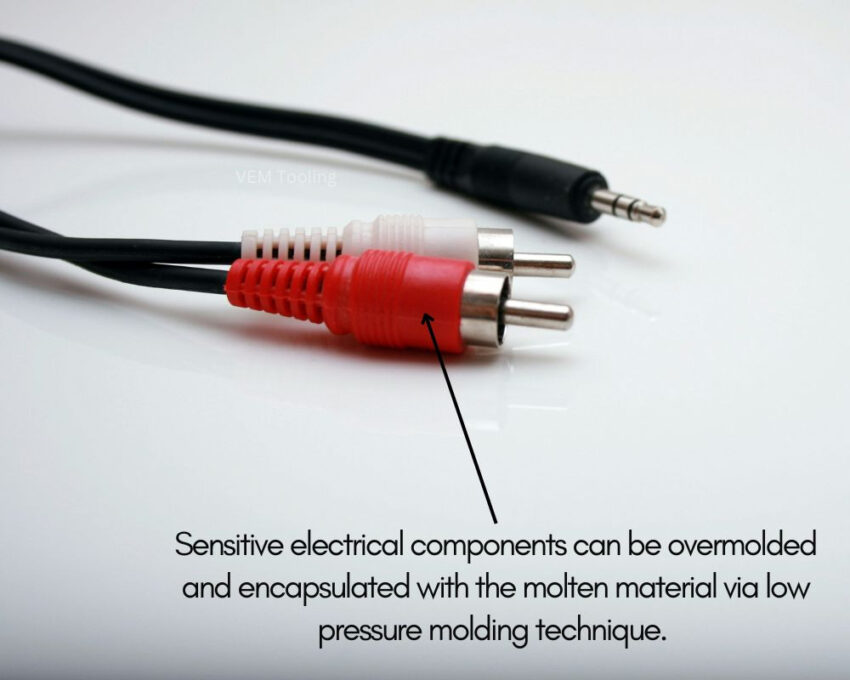
Low pressure molding technique is commonly applied as overmolding systems in electronic designs due to its waterproof molding solution. Low pressure molding technique is ideal for encapsulating sensitive components due to the low pressure and temperatures applied in this technique.
It’s well-suited for encapsulating sensitive electronic components in medical devices and electronic devices. It is also applied to create waterproof seals. E.g. Connectors containing PCBAs, waterproof connectors, wire harnesses, and cables.

It is also applied for overmolding fragile components such as circuit boards, batteries, and threaded inserts.
Traditional manufacturing processes typically make use of high pressures and temperatures which can damage PCBs. They also tend to have longer production cycles and large space requirements. Low pressure molding incorporates highly fluid materials thereby, facilitating the encapsulation of sensitive PCB electronic components. You should note that the low pressure molding materials that are employed for encapsulation demonstrate excellent adhesive properties thereby, ensuring that the circuits are perfectly sealed. Thus, low pressure molding is widely applied in electronics, electrical, and medical fields.
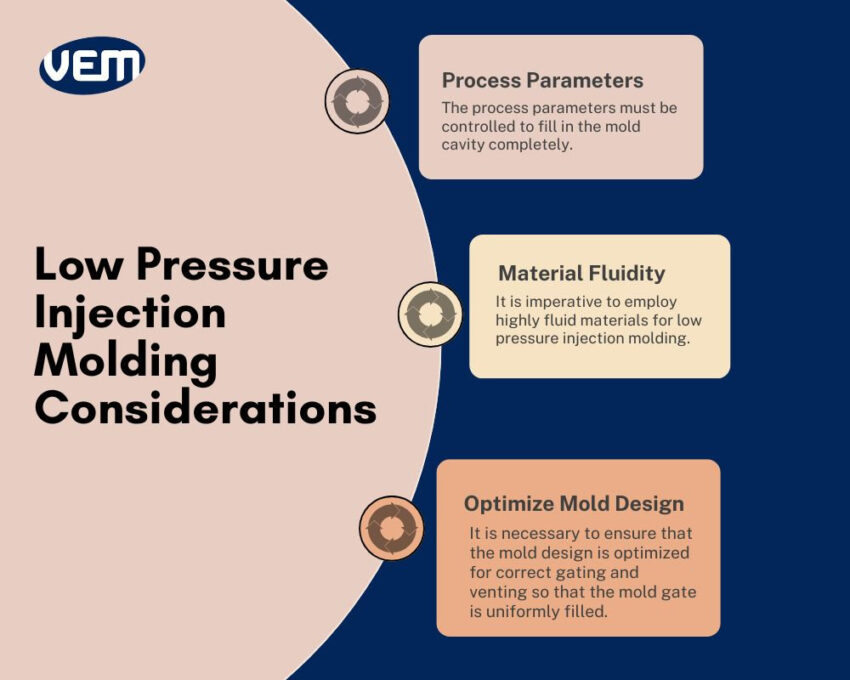
The process parameters must be controlled to fill in the mold cavity completely. If the injection speed is too fast, it can lead to air traps and if the injection speed is too slow, it can lead to premature material solidification. It is thus crucial to adjust the holding pressure and cooling time.
It must be ensured that the molten material flows smoothly in the mold cavity and around the inserts or the components thus, it is imperative to employ highly fluid materials for low pressure injection molding. You should note that polyamides and polyolefins demonstrate high fluidity, thermal stability, and adhesion properties.
The next factor to consider is the mold design. It is necessary to ensure that the mold design is optimized for correct gating and venting so that the mold gate is uniformly filled. If there are correct inlets for injecting materials and outlets for air escape, the occurrence of injection molding defects such as knit lines or voids reduces from minimum to none.
Low pressure injection molding is compatible with various materials. Let’s understand some material types that are suitable for low pressure molding:
Polyolefins are synthetic resins that are manufactured through the polymerization of olefins. They demonstrate excellent resistance to chemicals and moisture. E.g. Polyethylene, Polypropylene, Propane, Ethene, and Butene.
Thermoplastic polyamides, also known as Nylon, are derived from natural sources. It is one of the most preferred low pressure molding materials as they are extremely versatile. They can be customized to withstand specific temperatures, strength, and flexibility. You can read more about Nylon here.
Thermoplastic Elastomers, abbreviated as TPE demonstrate excellent flexibility and durability. They demonstrate both thermoplastic and elastomeric properties. E.g. Styrene Block Copolymers and Thermoplastic vulcanizates. You can read more TPE’s here.
Let’s understand some key differences between low pressure injection molding and traditional injection molding techniques:
The very first distinction is the injection pressure. As the name suggests, low pressure injection molding incorporates a low injection pressure that ranges between 1.5 to 40 bar / 21.8 to 580 psi which is distinctively lower when compared to traditional injection molding procedures of 350-1300 bar / 5,000 to 18,800 psi.
The second key difference is molding temperatures. The temperature for low pressure molding is typically lower. The temperature ranges between 180-240°C / 356-464°F whereas the temperature for traditional injection molding techniques is between 230-300°C / 446-572°F.
Low pressure molding techniques make use of Aluminum or Silicone rubber molds whereas traditional injection molding procedures incorporate steel mold tooling to withstand extreme pressures.
Aluminum or Silicone rubber molds are more cost-effective than Steel molds but they are not suited for high production volume runs.
Low pressure molding demonstrates excellent adhesion and sealing capacity. Low pressure molding can gently over mold and encapsulate delicate components without damaging the contents whereas traditional injection molding procedures are unable to do so. Comparatively, the traditional injection molding technique utilizes high pressure due to which the parts can be damaged thus, their adhesion and sealing capabilities are poor.
The next key difference is production volume. Low pressure injection molding is better suited for low to medium-volume production runs whereas traditional injection molding is best suited for medium to high-volume production runs.
Let’s understand some common defects that occur in low pressure injection molding and its potential solutions:
Breakdown typically occurs when the molten material isn’t able to fill in the sharp corners or edges within the mold cavity. It can be caused if a thick wall is at a sharp corner or when the parting surface of the sharp corners has a gap.
To avoid this particular defect, you can adjust the injection pressure to fill the tight areas better or increase the melt and mold temperatures to improve the plastic flow. You can focus on optimizing the part design to include radii to sharp corners if and wherever possible.
Injection molding defects such as flow marks or knit lines are common occurrences in low pressure injection molding. Flow marks are visible lines on the part’s surface that indicate an uneven material flow whereas knit lines are caused due to the merging of separate melt flow fronts. To avoid such injection molding defects, you can either optimize the number of gates and their locations to ensure a direct uniform melt flow. You can also adjust the venting to allow the trapped air to escape smoothly.
Air entrapment is another common injection molding defect and it occurs when the air gets trapped in the mold cavity. This further creates voids or burns in the finished part.
Air entrapment can be avoided by improving the venting channels and locations in the mold design. You can also adjust the injection speed to avoid the entrapment of air into the mold cavity. If the injection speed is too fast, it can lead to air traps.
Low pressure molding is a specialized technique for encapsulating delicate components. It comprises specific technicalities that require expertise.
VEM Tooling has a vast experience of over 20 years in building molds. Our team of experts can guide you in manufacturing through low pressure molding techniques and other manufacturing solutions.