Modern devices are shrinking in size and so are their components. There is a rising demand for complex and compact devices across various industries which has led to an increase in demand for micromolding technologies!
Today, manufacturers, micromolders, and plastic engineers are focused on developing new technologies or using existing technology to manufacture micro molded parts. Micromolding is very specific in its technique and applications. There is automation utilized extensively in micromolding processes.
Micromolded products are often manufactured with tight tolerances. Utmost care should be taken to ensure that the manufactured micropart suits the requirements of an application. In addition, the physical and chemical properties of the material also play an extensive role in micromolding a reliable product. In this article, we discuss such peculiarities of micromolding and it’s application in detail.
Micromolding is a manufacturing process to produce small parts from polymers or other materials using molds or tools. There are three types of common micromolding techniques: Injection molding, Hot embossing, and Casting.
Micro Molding is a very specialized art form of creating parts at a minuscule scale. It is a small-scale form of injection molding where the finished components weigh less than 1 g and measure smaller than 1 mm of an inch. Its micro features may range between 50µm to 5µm or less.
Micromolding is defined as the molding of parts with a fraction of pellet, that can weigh a gram’s fractions, have a wall thickness of less than 0.005 inches or 0.127 mm, and has a tight tolerance of 0.0001-0.0002 inches or 0.025-0.050mm. You should note that micro-molded parts may not include all of these attributes. They may combine to include some or all of these attributes.
Micromolded products are used only in required and critical applications. Though the manufacturing of micromolded products is expensive, they are inevitable in some applications as there is a pressing need for their size and features. Let’s understand some of the advantages of micromolded products:
The major difference between micro and traditional molding technologies is the shot size and precision of injection machines.
Micromolding machines can inject a gram’s fraction with high precision. They have a higher resolution feed option which is necessary for even pressure distribution inside the cavity. Micromolding uses smaller molds and these molds are machined with smaller cores and cavities along with micro features.
The next major difference is with respect to packaging and quality management.
In traditional molding, packaging, and quality management are typically secondary operations, whereas in micro molding, these are considered primary. Since molded parts are very small, the process demands extensive attention to detail.
Micromolding comprises 3 main aspects with respect to size, features, and tolerance. Let’s understand these aspects further:
Size: The term ‘Micro’ in Micro Molded refers to the size of the part.
Features: Micro features refer to small and tiny parts of a larger part. You should note that the product itself can be large but its various components can have micro features.
Tolerance: The term ‘intolerance’ refers to the process of measuring the parts and understanding if they are close to the required measurement. The molded part has to be at par with the required measurement to achieve the right tolerance.
Choosing a material is dependent upon the following factors:
There are various materials that can be used for manufacturing via Micro molding! They can be either thermoplastic materials such as PEEK (Polyether ether ketone), liquid crystal polymer, and Nylon or they can be elastomeric as well.
Micromolding materials can also be made of optical and medical-grade materials for manufacturing medical device parts.
The process of micro molding differs from part to part but it basically comprises 4 main steps:
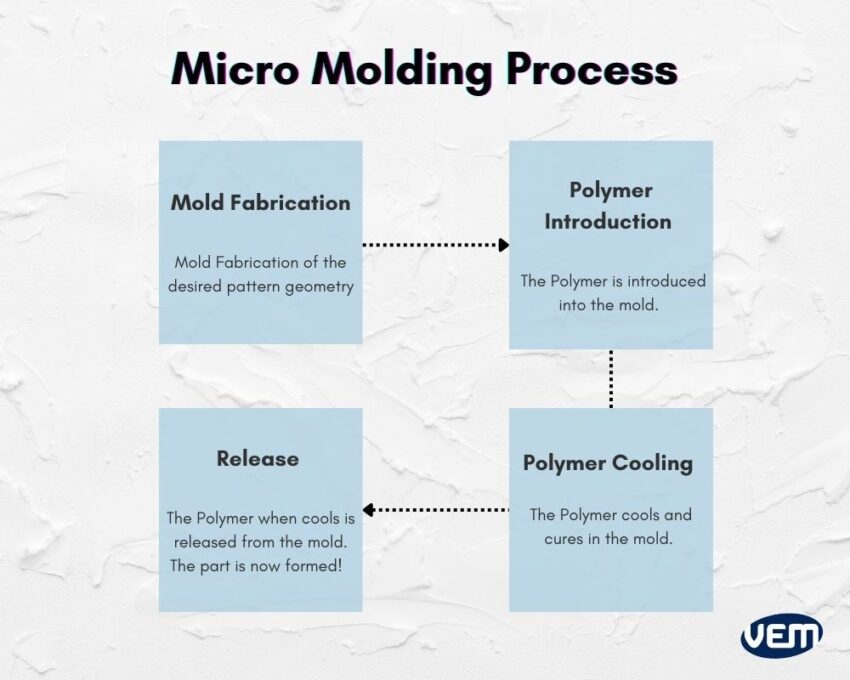
To initiate the micro molding process, a mold is prepared or tooling is carried out which contains small cavities and the shape reflects the desired features. You should note that every micro part has a distinct geometry and the level of detail that is required is unique to the part.
During the injection molding process, the molten resin is rapidly injected into the heated cavity where it cools or cures to form the final part. Some micromolding techniques make use of runner systems and channels to guide the material into the cavity. You should note that the runner size should be proportional to the part size. If the runners are too long, it leads to material wastage.
Direct gating methods, on the other hand, eliminate runners and reduce material waste by injecting the material directly into the part.
Micro-assembly is a crucial aspect of any micro-scaled product! There is an option to manually assemble the micro parts but it is a time-consuming, expensive, and strenuous process. There are several tools and equipment that are available to make micro-assembly an easy and quick process. Let’s take a look at these tools:
It’s also possible to assemble a micro-scaled product with other methods that help to combine different parts together at the design stage itself. Let’s take a look at these methods:
Packaging is the next crucial aspect of micromolded parts! In the case of micro components, packaging can be a very complex process and needs to be thought through. This is especially the case with sharp or vibration-sensitive parts.
The packaging of micro-components requires that the fans in the packaging room generate filtered airstreams. This is done to prevent dust from attaching to the molded parts until they are packed. It also prevents air contamination. If there is a clean room or ISO 13485 quality assurance requirement for the project, it is important to maintain the required temperature of machines and airflow.
Molding micro or nano-sized parts poses several challenges in the production environment and to the molder. When it comes to the microdomain, there are substantial differences in the behavior of the forces. For instance: Forces that are related to volume such as weight and inertia decrease significantly whereas forces related to surface area such as friction and electrostatics tend to increase significantly. In this section, we explore these challenges and any possible resolutions.
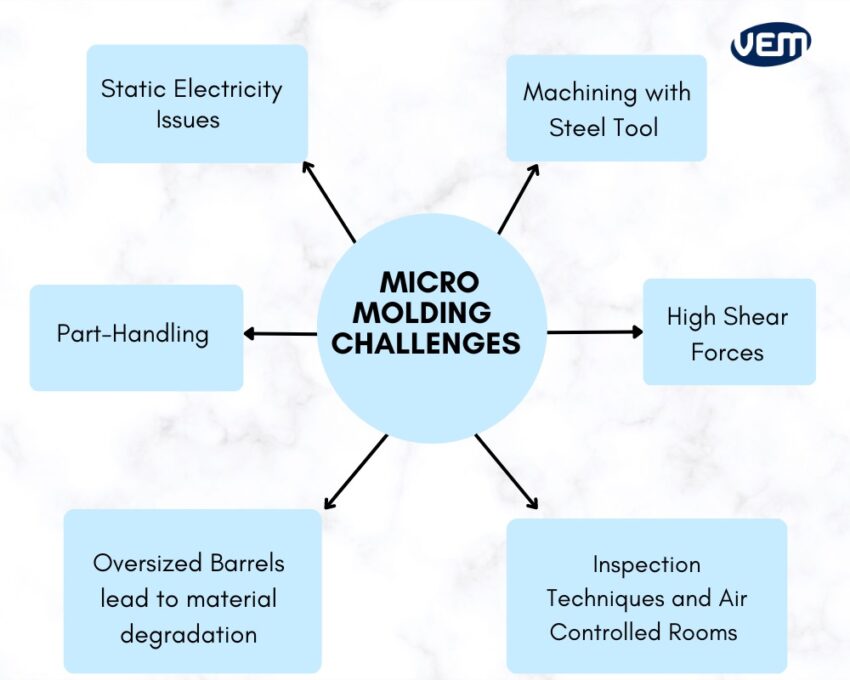
Micro molding requires specialized systems! You should note that it is not recommended to manufacture micro parts on machines that are larger than 20 tons as it is difficult to control small shot sizes on larger machines. In addition, if the barrels are large or oversized, it will cause long residence times and material degradation. In addition to the barrel size and design, you also need to ensure that the screw design is accurate. All these challenges can be resolved through specialized systems for micromolding.
Micro parts have smaller cavities with minuscule features and thin walls. The relatively small size of the micro parts makes it harder to machine into the steel tool. It is thus recommended to use polished stainless steel to build small mold tools. Polished stainless steel tools such as NAK80 or H13 have a fine grain with a dense molecular structure. This helps to manufacture small parts that have tight tolerances and require high accuracy.
You should note that only a small pellet of molten resin is used to manufacture micro or nano parts. When resins are subjected to micro-molding treatment, they experience high shear forces as the small cavities need to be filled up very quickly. Shear force is dependent upon the temperature of the resin and injection pressure therefore, resins behave very differently in micro molding processes as compared to traditional molding. In order to avoid high shear forces, it’s crucial to use only dedicated micro-machines when manufacturing micro or nano-parts. Micromolding machines can be adjusted for fine gradations and this helps to achieve optimal results.
One of the biggest challenges of micro molded parts is their handling. This is primarily due to its micro and nano size and there are various solutions for the same! Micromold manufacturers make use of edge-gated runners to shift parts from one location to another. If it’s not possible to edge-gate the part then other solutions such as customized end-of-arm tooling, vacuum systems, or reel-to-reel take-up equipment can be implemented.
Static electricity is a common and chaotic issue for micromolders. Micro parts can be easily lost if the grounding of part collection systems, robotics, packaging, and inspection systems are not correctly implemented. This challenge is resolved by placing static guns, air curtains, and grounding mats in micro molding facilities.
The inspection techniques for micromolded parts require customized vises, tweezers, and fixturing. Today, only a few types of equipment exist that are capable of measuring down to the sub-micron tolerances.
Micromolding is an extremely delicate process and thus, air-controlled rooms are necessary for repeatable measurements. You should note that the air-controlled rooms should be extremely clean and heap-filtered.
Medical and wearable devices are reducing with respect to sizes and weights and as products are packing more functionality into compact and tighter areas, challenges in the micromold design are arising. There has been a knowledge gap in the microscopic space and thus, every micromolder must pay attention to micro molding considerations in order to avoid unnecessary product design alterations.
In micro mold design, the location of the gate, and ejector pin is crucial! If the typical size consideration of the part is in microns then an improperly placed gate will not fill the mold correctly. If the ejector pin is placed incorrectly, then the geometry of the part can change significantly. These snares can be avoided by following some thumb rules.
If the location of the ejector pin or gate can’t be accommodated, then the part complexity needs to be accommodated. One can add the gate features to the end of components.
Technically speaking, it’s possible to use large machines to make small parts but it’s not advisable! Let’s understand these reasons further:
The small and micro parts require smaller molds as they need to have smaller cavities, gates, and runners. You should note that smaller parts are extremely sensitive to even minuscule changes in pressure or temperature which becomes, even more difficult to control precisely with, larger machines.
To make a micro or a small part, only a small amount of resin is used in each shot and larger barrels of bigger machines have bigger volumes for molten resin. Thus, the excess resin stays in the barrel. The molten resin stays hot in the large barrel for a prolonged time which causes the resin to degrade and ultimately ruin the part. Thus, it is a waste of resources to use a large machine to make smaller parts. Smaller machines have smaller barrels and faster cycle times thus, it’s a smarter choice to use small machines to make micro parts.
Larger machines consume more electrical power thus, the operating costs which can be reduced to make a micro part with a small machine are not optimized thereby, decreasing process efficiency.
Today, Micromolding is driving the development of new technologies in various areas of manufacturing such as tooling, injection molding, part handling, and inspection. Let’s take a look at some of the new advancements in Micro Molding:
The new mold manufacturing technologies that exist today eliminate variations from micro-molded features however there is a large scope for the development of technologies such as tiny circuitry for tiny microscopic features. MEMS, abbreviated for Micro Electrical Mechanical Systems contain extremely small mechanical elements and it has created a requirement for tiny circuitry insert molded parts that could be over-molded or insert-molded on a silicon chip. This type of system is integrated with electronic processing circuitry and they can range in size from a few micrometers to millimeters. Although the technology exists, there is continuous research to develop the same.
Sometimes, product wastage is unavoidable in Micro Molding, and thus, new advancements are being focused on the control of the raw material. There has been significant progress in recycling polymers. Today, the research continues for environmental considerations.
The components continue to get smaller and smaller thus, Micro Molding needs to adapt to new market demands and for this particular reason, new technologies are being researched and developed!
Customer demands have given rise to new technologies in Micro Molding such as extremely thin wall molding, 2-shot micro molding, and automatic insert molding.
New advancements in Micro Molding have led to the development of micro molding sensors that can now adapt to the micro mold. This was previously not possible as the sensors were too large! Today, the sensors have evolved to be extremely compact and save significant space in the mold. They are also designed to monitor various parameters i.e. shrinkage, temperature, pressure, and warpage.
According to the ‘Mordor Intelligence’ report in 2019, medical industries constitute approximately around a quarter of the global market share of micro injection molding. They also state that some of the applications of Micro molding technologies in these industries have been microfilters, Implantable clips, micro-optics, etc. You can read more about the industry report here.
Medical and healthcare instruments need to be small, sophisticated, and accurate! Thus, micro molding is specifically and widely used to manufacture medical devices. Some of the examples include drug delivery devices, catheters, diagnostic systems, surgical components, and equipment.
The electronic sector constitutes more than a fifth of the global market share of micro injection molding. As modern electronic devices are getting more and more compact, there is a requirement to deliver high precision and complexity in compact spaces for this industry as well.
One of the leading examples of using Micromolding techniques for electronics is manufacturing Micro-optics for laser-based devices, smart phones, and lenses. Micromolding techniques are also used to manufacture microelectronic components such as connectors, switches, and computer chips for communication technologies, computers, and musical devices.
The automotive industry is an extensive industry and there is a continuous need for micro parts thus,
Micro injection molding techniques are widely used to manufacture various light and small components for the automotive industry.
Micromolding techniques are used to manufacture under-the-hood parts such as engine and brake parts. They are also used to manufacture other components such as clips, washers, and door-locking mechanism parts.
Micromolding is a technique that is rapidly evolving and applied for the production of a micro-sized part! The potential application of micromolding techniques is evolving at a rapid rate to support the latest product designs.
We help customers develop their products from ideation to reality. We have a team of engineers that have in-depth experience in injection molding and tooling services. If you would like to learn whether advanced micro-molding can be a solution for your next product development project, contact us and we will get back to you right away.