Injection molding is an efficient and cost-effective mass-manufacturing process that is employed to create high-quality parts and components of varying complexity. A crucial component of the injection molding technique is a well-designed gate. Errors in the injection mold gate design directly or indirectly give rise to surface defects in the molded component. It is important to understand the different types of gates in injection molding and implement them as the part requirements.
In this article, we discuss what an injection molding gate is, its design considerations, and the various types of injection molding gates.
An injection mold gate is a small opening in a mold through which the molten resin is injected into the mold cavity to form the finished part. During this process, the molten resin moves through channels i.e. sprues and runners to reach the gate.
A gate is a crucial feature of the larger plastic injection molding system that is responsible for clamping, injection, cooling, and ejection during molding.
There are various types of gates in injection molding and it is crucial to ensure that the right molding gate is employed to meet the expected requirements of the molded parts.
Gates in injection molding are located at various points, around the mold cavity. They impact the molten resin flow and mold filling thereby, impacting the quality and appearance of the part.
It is needed to carefully design the gate as it calculates all the parameters that are necessary for an optimized material flow. A well-designed gate in injection molding enables manufacturers to manage the volume and direction of the molten resin in the mold. It also ensures that there isn’t untimely hardening of the molten resin in the mold.
If the injection molding gate isn’t correctly designed or implemented, an array of issues can arise.
There are several types of gates in injection molding, and choosing the appropriate one depends on various factors such as the part design, material, and production requirements.
If an injection molding gate is located incorrectly or is too small, the surface finish may not be of the highest quality or it can lead to various defects such as deformation, warpage, and weld lines. On the other hand, if the injection molding gate is larger than required, it can lead to material wastage and longer cycle times.
An aptly designed injection molding gate maintains the aesthetics and strength of the part while eliminating various injection molding defects such as weld lines and flow marks. It also helps to resolve some pressing concerns such as overheating and jetting:
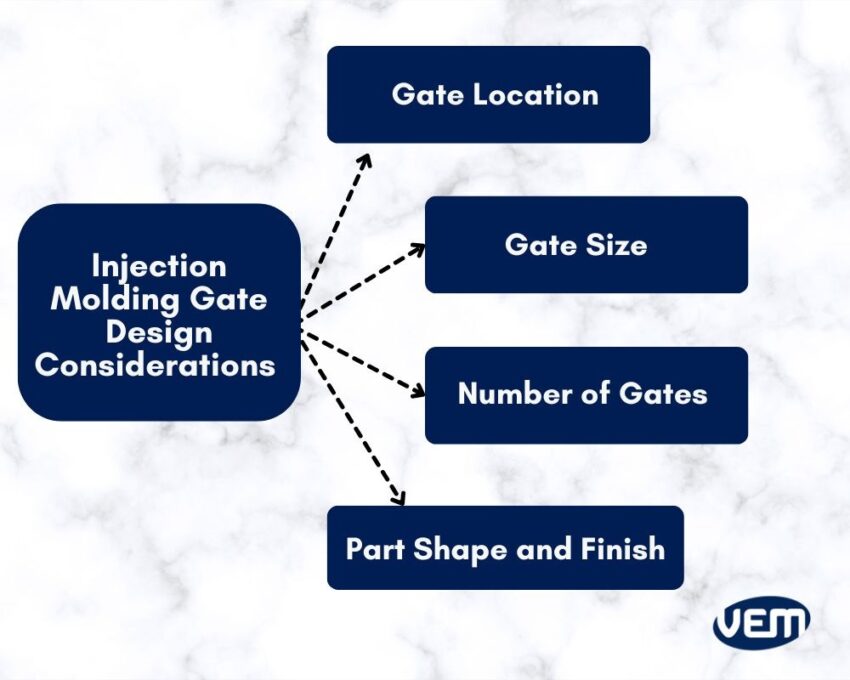
The gate location extensively affects the flow dynamics into the mold cavity. If the gate is correctly located, it’s easy to control over-packing and surface defects. Here are some design tips for gate location in molding:
The number of gates is another crucial design consideration as it directly influences the time taken to manufacture the part, its quality, and overall costs. To estimate the ideal number of gates, you must consider various factors such as the part size and geometry, production requirements, and material characteristics.
The gate size should be such that it allows for correctly filling the mold and avoiding various types of issues. If the gate size is smaller, then it can alter the material flow whereas if the gate size is larger, then it can lead to a pressure drop and part distortion.
You should note that smaller gates have a high shear heating rate which may increase if the flow pressure is too small or large. Thus, the gate size should enable correct shearing.
Each type of injection molding gate supports a particular part shape and finish. For instance: A funnel gate is typically employed for a rough finish whereas a cashew gate design is employed to achieve a smooth surface finish. Thus, it is imperative to employ a gate that fits the shape and finish of the part aptly.
Let’s understand some case scenarios, in which selecting the right injection mold gate design is more critical and requires extra attention:
The first critical case scenario is when aesthetic requirements are a high priority. In such cases, the various parameters such as the location and size must be designed to ensure that the visible marks on the part are minimal to none.
Some parts are more susceptible to injection molding defects than others. They are prone to the formation of weld lines, warping, and short shots, and thus, gate design parameters must be meticulously planned in such cases.
In certain cases, multiple gates may be required for effective mold filling. Thus, it is crucial to ensure a balanced flow dynamic which requires a seamless interaction across multiple gates. In such cases, it is imperative to design the injection molding gate with extra caution.
Sprue or direct gates are the simplest and most common gate type in injection molding. They are easy to design and their simplicity makes them an economical option for manufacturers. They are also easy to implement, but you should note that since the sprue gates are to be removed manually from the part, they may leave marks on the surface of the part which are referred to as gate marks.
In the case of sprue gates, the molten resin plastic is injected directly into the cavity of the mold center through a large-diameter opening after-which, the sprue gate is removed from the part.
Sprue gates are sometimes even considered, as the absence of a gate as it carries the molten resin directly into the mold cavity. They eliminate the requirement of a runner but they also create a high tensile stress around the gate.
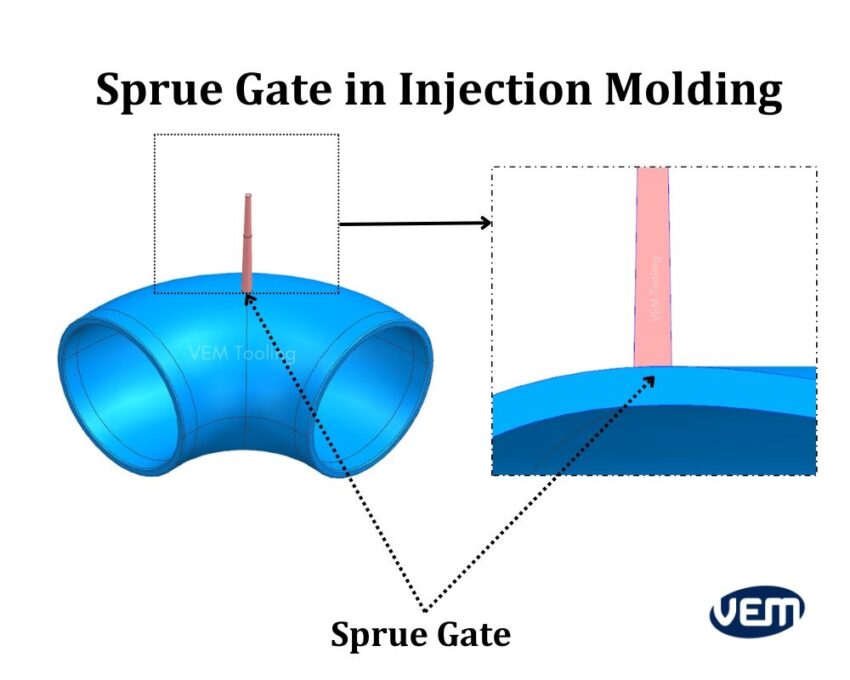
These types of gates are slightly tapered and have a circular cross-section that is largest when in connection with the molded part.
Sprue gates are typically employed for parts that require either a high volume of molten resin or for large parts. They are specifically not applied when aesthetics are a priority.
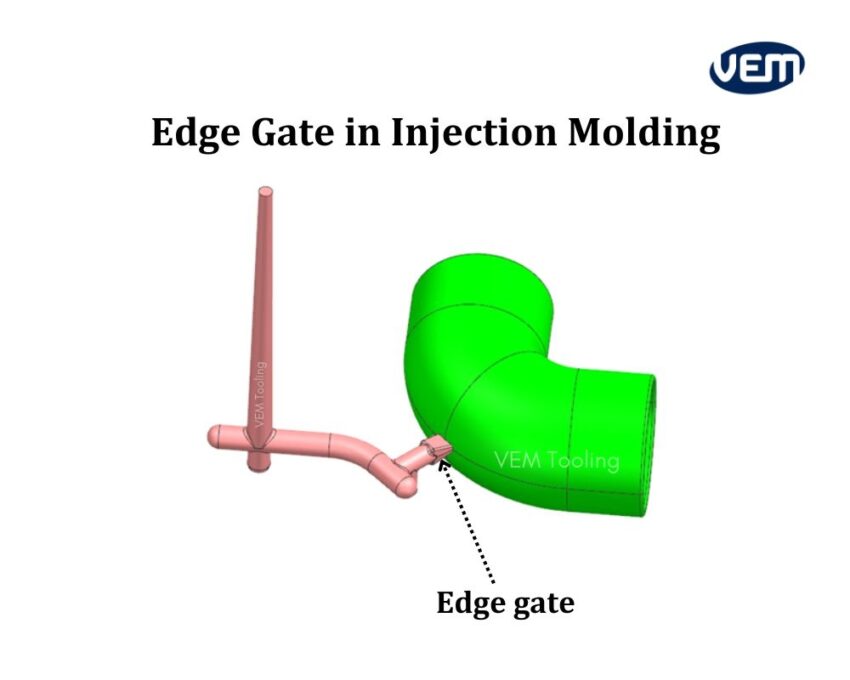
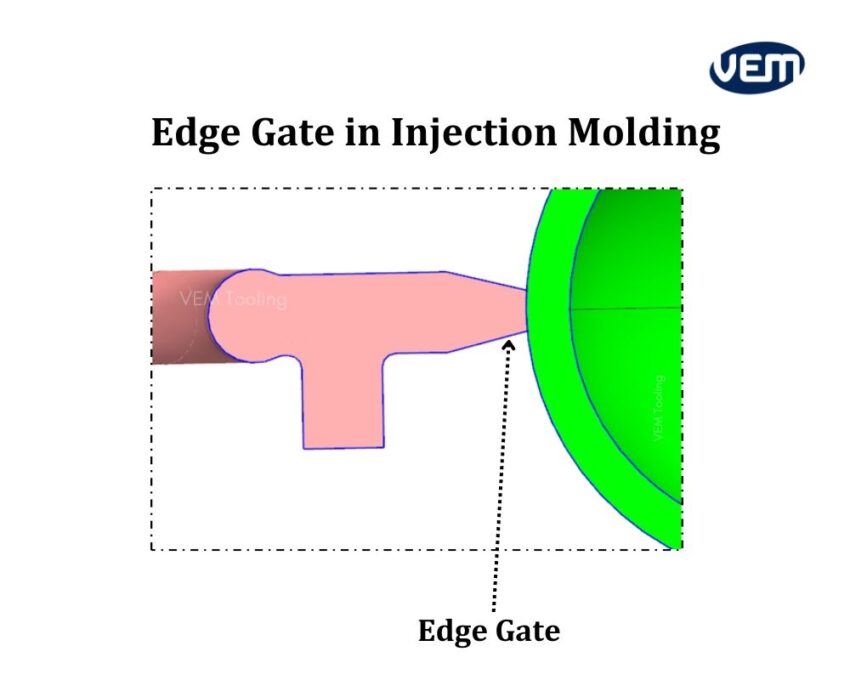
Edge gates are also referred to as a film gate. It is one of the most popular and preferred gate types in injection molding due to its flexibility of part filling. It also has the simplest design and is typically placed along the edge of the part, where the two halves of the mold come together thereby leaving a visible mark at the parting line. It is used on the edge of a part that requires complete filling of a thicker wall.
Edge gates have larger cross-sectional areas to enable sufficient flow of the molten plastic into the cavity. They are also typically incorporated to minimize the material flow distance, thereby, leading to faster cycle times and reduced waste.
This type of gate is typically employed for either thin-walled parts or parts with delicate features, as the gate mark is much smaller than the gate marks of other types of gates. They are also ideal for flat parts and medium or thick sections.
A fan gate is an evolved design of the edge gate and as the name implies is in the shape of a fan. The fan shape of the gate is such that the gate opens into the cavity. Just like the edge gate, the fan gate is attached at the parting line to the part and is removed manually.
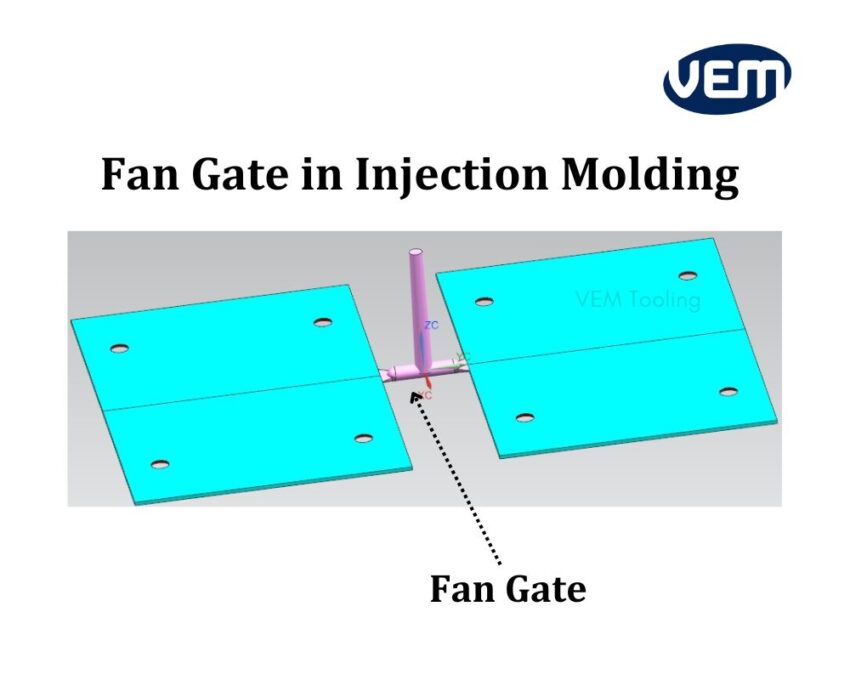
Fan gates make use of a small, flat gate. One side of the gate is attached to the part and the other side extends into the mold cavity. In the case of a fan gate, molten resin flows through the gate and into the cavity, thereby filling the part from the side. These types of gates widen to create a fan shape from the runner to the direction of the mold cavity. Thus, they maintain a consistent thickness and are often used to establish a stable flow into large parts.
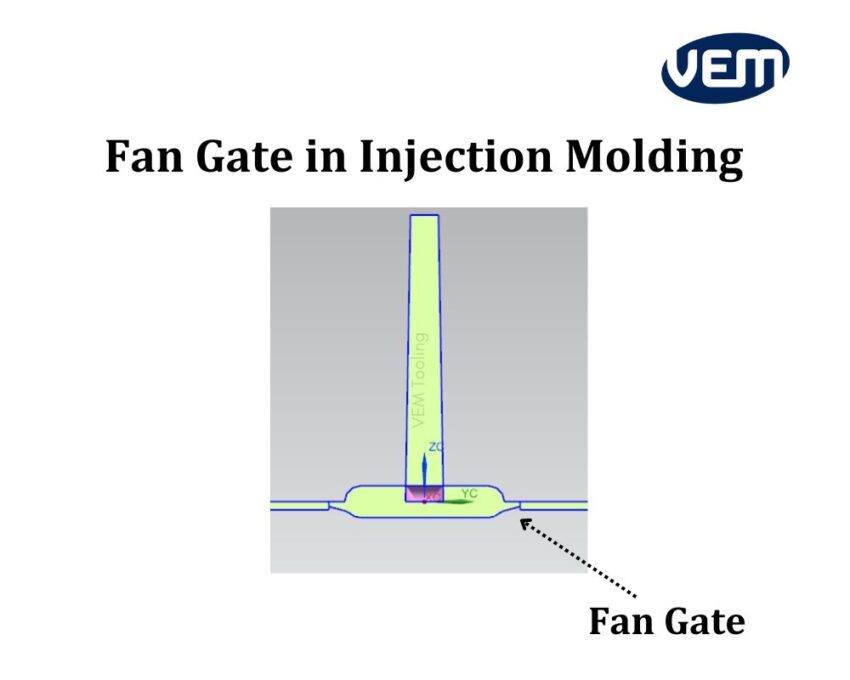
Fan gates reduce the occurrence of aesthetic defects on the part and they are commonly employed when a clean, finished appearance is a priority. The gate mark of the fan gates is located on the non-visible section of the part or on a separate runner that can be removed easily.
Fan gates help to maintain dimensional stability in parts and are ideal for flat and thin parts as they can limit directional stress and flow marks.
The tab gate is a variation of the edge gate but with a distinctive feature. In the case of the tab gate, the gate is located on top of a flat part surface.
This type of gate contains an auxiliary tab section that carries all the shear stress which is cut off when the molding process is complete. This enables the shear stress to be absorbed well without affecting the quality of the part.
Tab gates have a wall thickness that is similar to that of the runner and unlike other gates, it is not a part of the cavity but is formed on the core side of the mold. This type of setup enables smoother material flow distribution into the cavity.
It is best suited for thin and flat parts as it minimizes the sheer stress within the mold cavity.
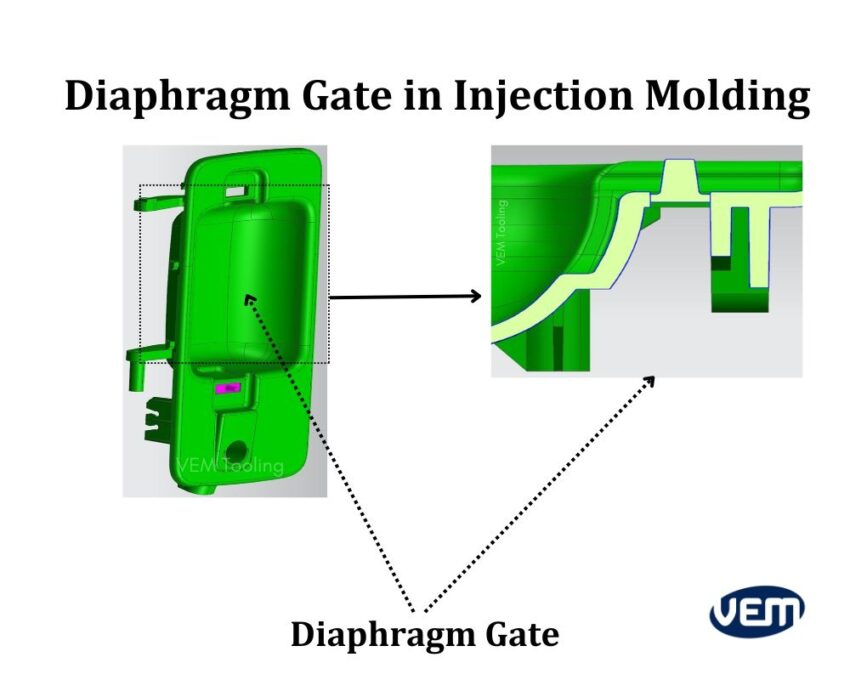
The diaphragm gate tapers from beneath the gate and is typically employed for parts with angular shapes. It uses a diaphragm valve and is held in position by a pin that extends into the mold cavity.
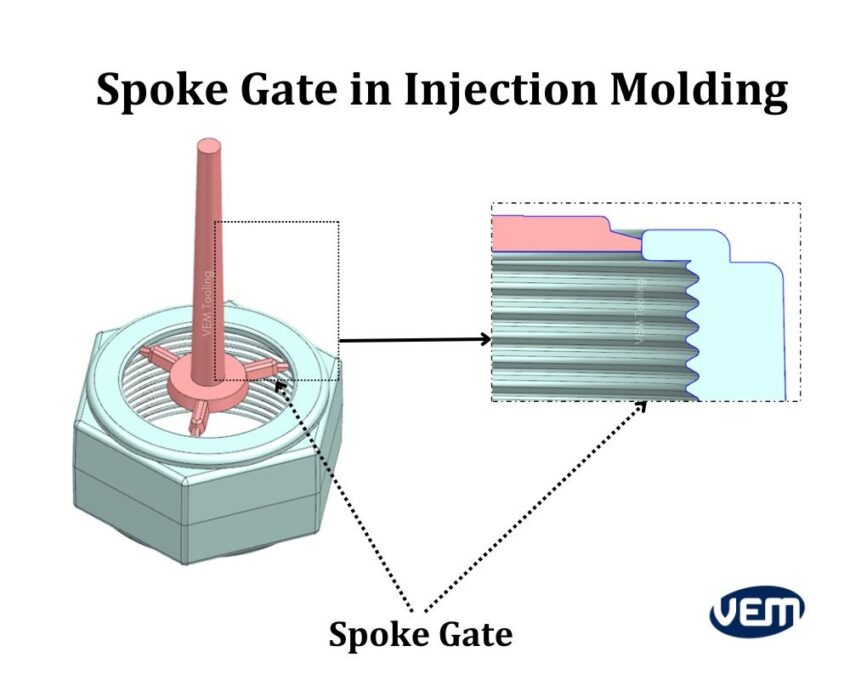
The spoke gate is also referred to as the four-point gate and it gets its name from its wheel spoke-like configuration. This particular gate type features four spokes or gates that are positioned at right angles from each other.
Since this gating system enhances roundness, it is primarily used to manufacture tubular plastic parts.
The submarine gate is also known as the sub-gate or tunnel gate. The submarine gate is named as such because it’s located just below the parting line of the mold and this enables the molten resin to flow into the cavity from below. Submarine gates make use of an angled and tapered channel that meets the cavity near the parting line, thereby filling the cavity from beneath the parting line.
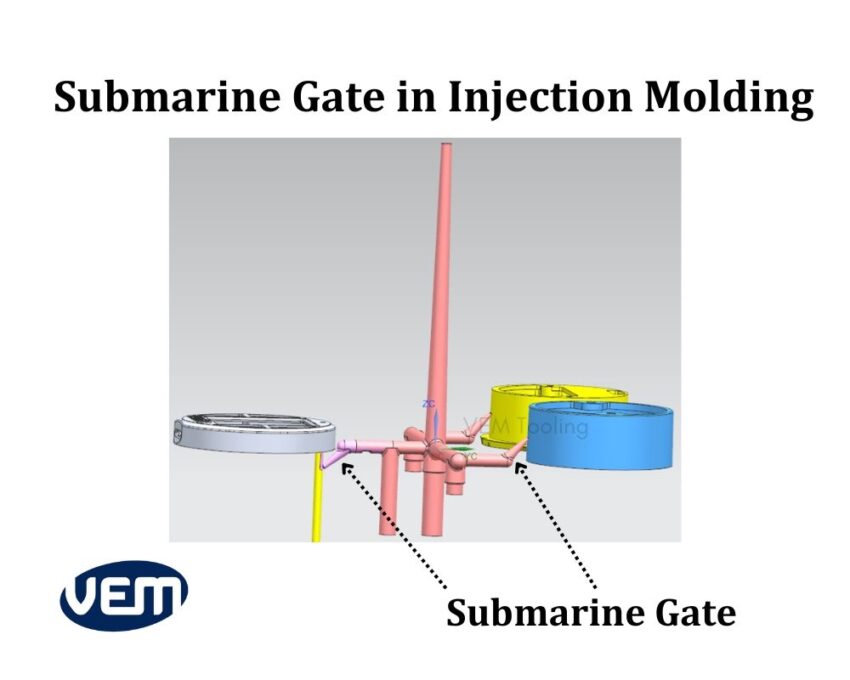
Submarine gates are longer and curved which creates a more controlled flow of the molten resin into the mold. It is usually positioned at an angle to facilitate efficient mold filling and the draft angle of the gate facilitates easy part ejection without breaking.
Since these types of gates are typically small, they tend to leave a minimal mark when trimmed off. The primary purpose of this gate is to ensure improved aesthetics and it’s best suited for hiding gate blemishes and reducing visible gate marks on the part. The submarine gates are ideal for molding small components as the high-shear gate allows little molten plastic into the mold cavity.
Banana gate is a variation of tunnel gate and it gets its name as it’s shaped like a banana.
It’s shaped such that it reaches below the part to inject resin into the more complex and hidden areas of the part.
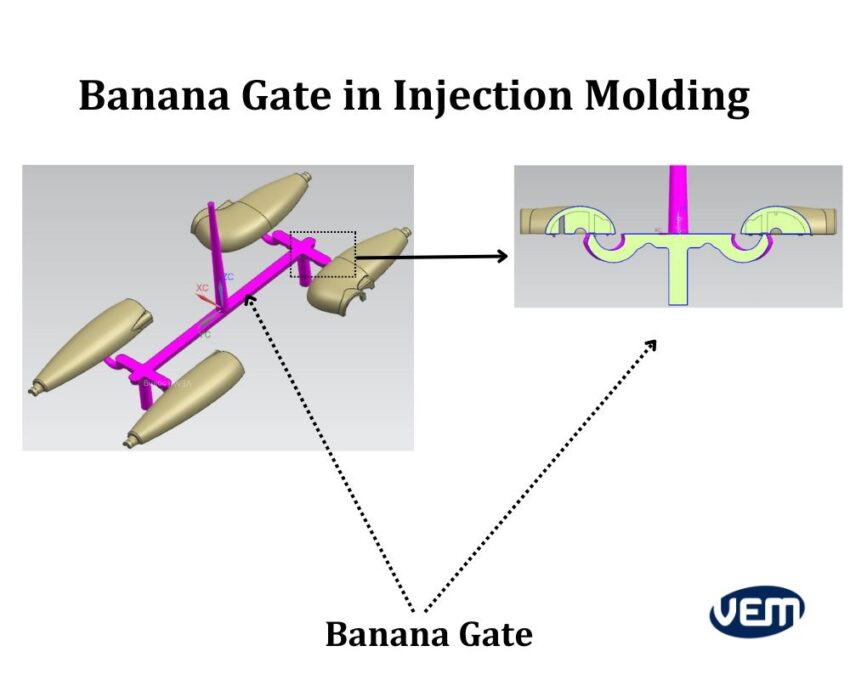
This gate does not leave marks on any areas of the part surface.
Pin gates help manufacturers to achieve a high-quality surface finish for the part thereby, reducing the requirement of finishing processes.
Pin gates make use of a small-diameter pin to control the flow of molten resin. They are typically placed on the B-side of the mold near the ejector pins and located at the edge of the part, and from here, the plastic flows through the narrow opening of the pin gate, which leads to faster cycle times.
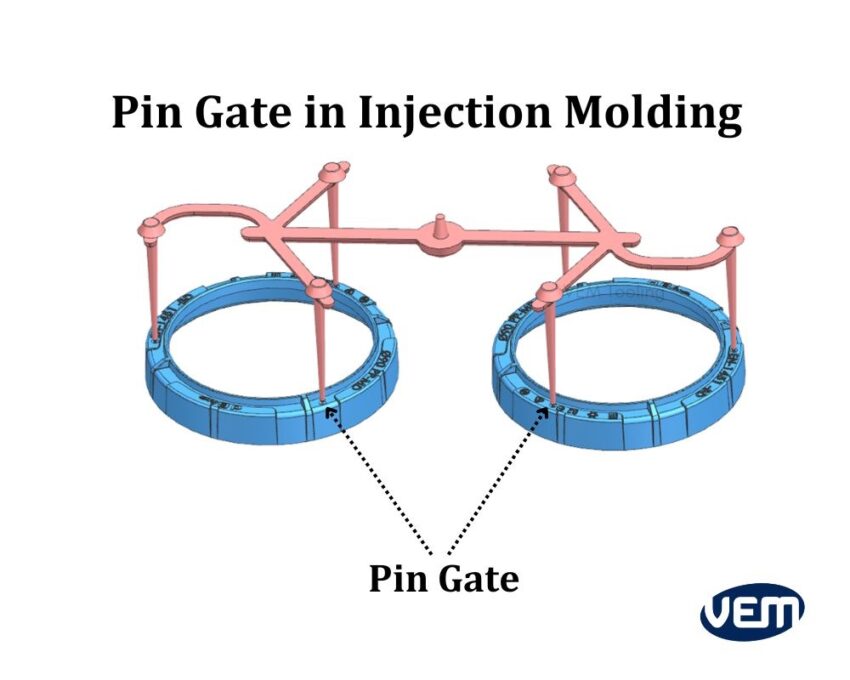
Pin gates are designed to have an inverted cone shape which ends in a sharp point. It requires a three-plate mold design in which the runner channel is located in a separate runner plate. The mold flow is split such that they are led to various gate locations.
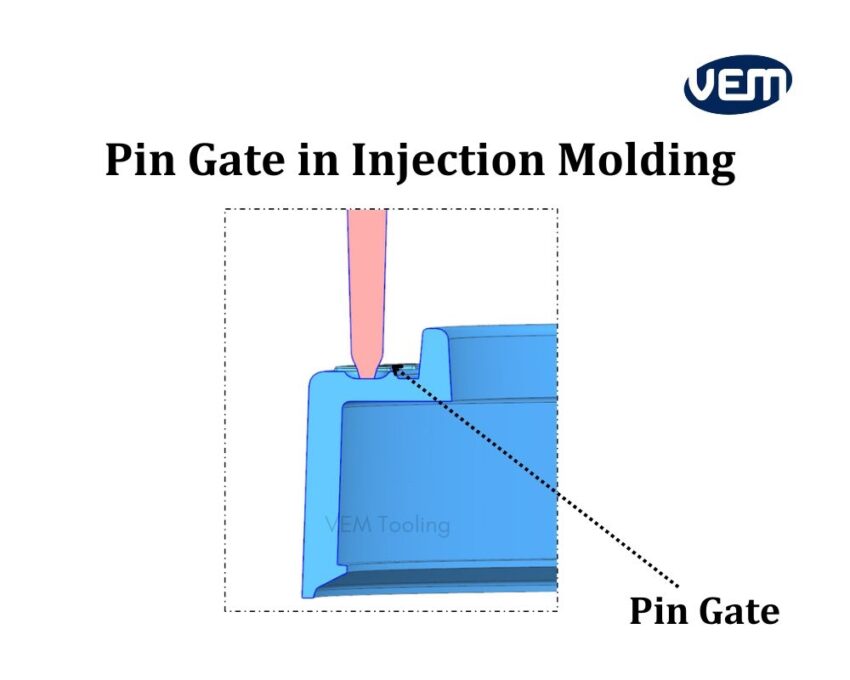
Pin gates deliver a clean, finished appearance on the part. You should note that the gate marks through pin gates are extremely small and thus, it does not affect the aesthetics of the part. Pin gates are particularly useful for parts that have thin walls, or small features or require a high level of precision.
This type of injection molding gate incorporates a valve pin to control molten resin transfer into the cavity. The valve pin is controlled by a hydraulic or pneumatic system and its primary function is to hold the molten resin in the liquid form till it fills the mold evenly. You should note that the hot runner valve gates maintain pressure and temperature conditions similar to the runners.
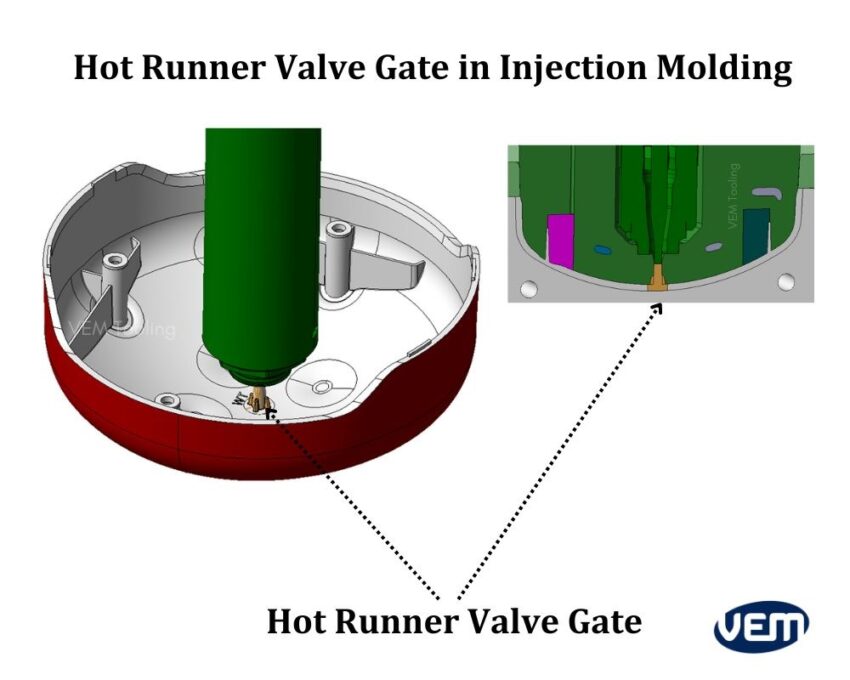
The mechanism is as follows:
Choosing and designing the correct gate type is a crucial step in any injection molding project. It is imperative to have a comprehensive understanding of the various types of gates, their flow dynamics, and their characteristics to build a well-designed gate.
VEM-Tooling has an extensive experience of over 20 years in creating mold designs and manufacturing high-quality plastic parts. Our team of experienced engineers can guide you with the correct manufacturing solutions for your project.
To provide the best experiences, we use technologies like cookies to store and/or access device information. Consenting to these technologies will allow us to process data such as browsing behavior or unique IDs on this site. Not consenting or withdrawing consent, may adversely affect certain features and functions.